|
Подробная информация о продукте:
|
![]()
![]()
![]()
![]()
![]()
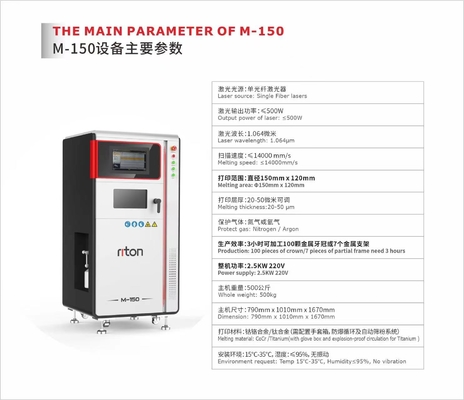
Спецификация M-150:
Высокоскоростной цифровой сканер
Лазерный источник: 500 Вт
печатная пластина: диаметр 150*120 мм
Размер: 790*1010*1670 мм
Вес: 480 кг
Металлический принтер RITON M-150
Он разработан для стоматологических лабораторий и запущен компанией Guangzhou Ruitong 3D Technology Co., Ltd.
Как высокотехнологичное предприятие, глубоко вовлеченное в лазерные технологии, 3D-печать и цифровую стоматологию,Гуанчжоу Ruitong 3D достиг значительных успехов в отрасли с момента своего создания в 1997 году с более чем 28-летним опытом в производстве лазерного оборудованияКомпания является пионером в применении технологии 3D-печати металлов в стоматологической промышленности и играет важную роль в разработке стандартов индустрии печати 3D.Некоторые члены команды НИОКР участвуют в разработке отраслевых стандартов.
Riton Metal Printer M-150 имеет следующие сравнительные преимущества:
Компактный дизайн, экономия места: предназначен для заводов протезов с ограниченным пространством, имеет деликатный внешний вид.Он занимает меньшую площадь и лучше адаптируется к ограниченному пространству небольших мастерских или лабораторий по производству протезов., эффективно используя ресурсы сайта.
Отличная точность и эффективность печати: Хотя это легкий и небольшой принтер, его точность и эффективность печати сопоставимы с обычными стоматологическими металлическими 3D-принтерами.Он может удовлетворить требованиям высокой точности зубных реставрацийНапример, он может напечатать 100 крон или 7 металлических скоб в течение 3 часов, что помогает повысить эффективность производства и удовлетворить потребности массового производства.
Передовая оптическая система: оснащена мощным лазерным источником света, размер пятна может быть гибко регулирован в определенном диапазоне, а максимальная скорость сканирования может достигать 14000 мм/с.Это позволяет точно фокусировать энергию лазера на металлическом порошке, достигая высокоточного плавления и синтерирования, обеспечивая четкие края и полную детализацию печатных зубных реставраций.
Интеллектуальная и удобная операционная система: оснащена передовой операционной системой цифровых приложений, она может быть оснащена удобным интерактивным интерфейсом, таким как сенсорный экран,который прост и удобен в эксплуатации и легко использоватьВ то же время он может поддерживать беспроводную передачу и удаленную работу печатных данных, что удобно для персонала для организации и мониторинга задач по печати в разных местах.
Богатое применение материалов
M-150 можно использовать для различных обычно используемых стоматологических металлических материалов, включая сплав кобальта-хрома, сплав титана, сплав никеля-хрома, нержавеющую сталь и т. д. После печати и формовки,эти материалы могут соответствовать строгим требованиям зубных реставраций с точки зрения прочности, биосовместимость, коррозионная стойкость и т. д. Например, короны, напечатанные сплавами кобальта и хрома, обладают высокой прочностью и хорошей износостойкостью;Титановые сплавы обладают отличной биосовместимостью и могут использоваться в основах зубных имплантатов для уменьшения реакций отторжения человека..
Благодаря своим преимуществам в использовании пространства, производительности печати, простоте работы и адаптации материалов, он обеспечивает стоматологические лаборатории эффективным, точным,и интеллектуальные решения для 3D-печати металлов, помогая стоматологической отрасли повысить качество и эффективность реставрационного производства и содействовать цифровизации стоматологии.
Свяжитесь с нами.
Советы: Существуют следующие различия между печатью SLM (Selective Laser Melting) и SLS (Selective Laser Sintering):
Принцип формирования:
Используйте высокоэнергетический лазерный луч, чтобы полностью расплавить металлический порошок, затем нагреть его и затвердеть,и затем сварка его с базовым металлом металлургически сформировать трехмерное целое слой за слоем.
SLS: использует механизм сфинтерации полутвердой жидкой фазы.так что поверхность частиц порошка тает и связывается друг с другом, формируя таким образом твердую структуру.
Использованный материал:
SLM: обычно использует чистый металлический порошок, такой как предварительно сплавленные металлические порошки, такие как нержавеющая сталь, титановый сплав и сплав на основе никеля, и имеет высокие требования к содержанию кислорода, сферичности,и размер частиц порошка.
SLS: можно использовать порошки из различных материалов, включая металлы, керамику, парафиновый воск и полимеры.такие как механическое смешивание связующих с металлическими или керамическими порошками, или изготовление металлических или керамических порошков, покрытых связующими веществами.
Выбор лазера:
SLM: Чтобы металл лучше поглощал энергию лазера и достигал плавления, часто используются лазеры с более короткими длинами волн, такие как лазеры Nd-YAG (длина волны 1,064 микрона),лазерные волокна (длина волны 10,09 микрон), и т.д.
SLS: Как правило, CO2 лазеры с более длинными длинами волн (длина волны 9,2-10,8 мкм) используются, потому что они подходят для нагрева порошковых материалов до температуры связывания.
Устройство:
SLM: пространство для строительства заполнено инертными газами, такими как азот, аргон и т. д., чтобы предотвратить окисление металлического порошка.
SLS: помещение для сборки и порошок обычно нагреваются до температуры чуть ниже температуры плавления, чтобы уменьшить потребление энергии лазера,так что лазер должен только ввести оставшуюся энергию для плавления порошка.
Производительность части:
SLM: Поскольку порошок полностью расплавлен, формованные детали имеют высокую плотность и низкую пористость, а также высокую прочность, твердость и хорошие механические свойства.Они могут достигать или даже превышать уровень производительности деталей, произведенных традиционными процессами ковки, и подходят для изготовления деталей, которые несут большие нагрузки и требуют высокой точности.
SLS: в формованных деталях присутствуют нерасплавленные твердые фазовые частицы с высокой пористостью, низкой плотностью, относительно низкой прочностью на растяжение, уступающими механическим свойствам формованным деталям SLM,и высокая шероховатость поверхностиДля удовлетворения требований к использованию может потребоваться дополнительная обработка.
Структура поддержки:
SLM: для деталей со сложными геометрическими формами обычно необходимо проектировать и добавлять опорные конструкции, чтобы предотвратить деформацию или обвал деталей из-за тяжести или теплового напряжения во время печати.После печати поддерживающую структуру необходимо удалить, что может увеличить нагрузку и стоимость последующей обработки.
SLS: как правило, не требуется дополнительная опорная структура, поскольку несинтерированный порошок может обеспечить естественную поддержку формируемых частей,специально для деталей со сложными структурами, такими как выступающие и выпуклые, нет необходимости беспокоиться о деформации конструкции, уменьшая хлопоты конструкции и удаления конструкции поддержки.
Область применения:
SLM: в основном используется для изготовления высокопроизводительных металлических деталей в области аэрокосмической, автомобильной и медицинской промышленности, таких как лопатки авиационных двигателей, цилиндры автомобильных двигателей, ортопедические имплантаты,и т.д.Эти детали имеют высокие требования к прочности материала, точности и коррозионной стойкости.
SLS: Подходит для изготовления различных типов деталей, включая пластиковые, керамические и некоторые металлические части, которые не требуют особо высокой точности и механических свойств.Он часто используется в быстром прототипировании дизайна продукта, производство небольших партий, некоторые художественные творения, производство форм и другие области.
Свяжитесь сейчас! sales@riton3d.com
Whatsapp: 86 13925933549
Контактное лицо: Ms. Susan Shi
Телефон: 13925933549
Факс: 86-20-8150-9362